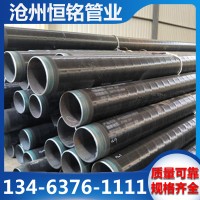


 內(nèi)外環(huán)氧粉末防腐管
內(nèi)外環(huán)氧粉末防腐管
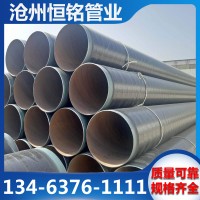
 水泥砂漿防腐鋼管
水泥砂漿防腐鋼管
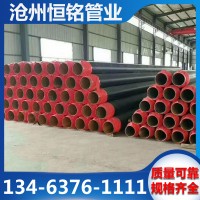
 內(nèi)外涂塑鋼管
內(nèi)外涂塑鋼管
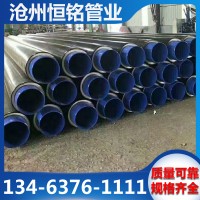
 大口徑涂塑鋼管
大口徑涂塑鋼管
 涂塑復(fù)合鋼管
涂塑復(fù)合鋼管
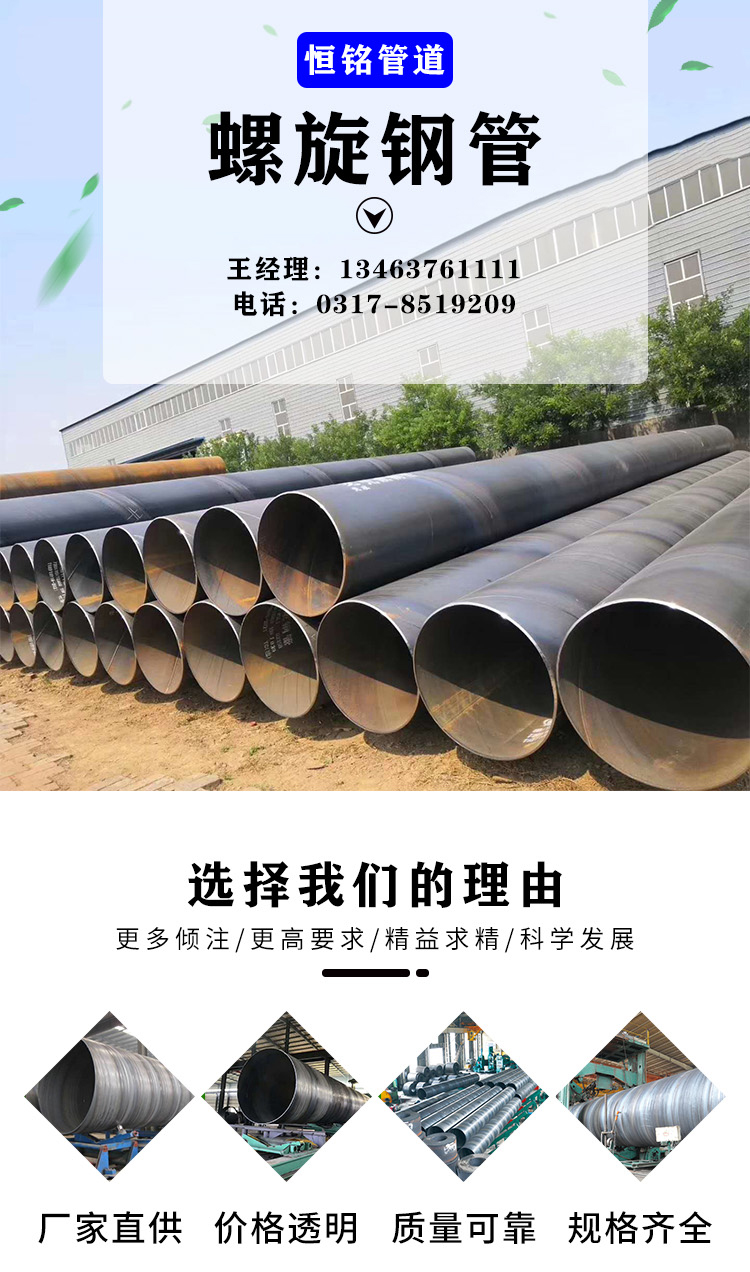




一、打樁螺旋鋼管帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。
二、打樁螺旋鋼管成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
三、打樁螺旋鋼管采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。
四、打樁螺旋鋼管采用外控或內(nèi)控輥式成型。
五、打樁螺旋鋼管采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯(cuò)邊量和焊縫間隙都得到嚴(yán)格的控制。